

一、控制方案:
挤出成型工艺是聚合物加工领域中生产品种最多、变化最多、生产率高、适应性强、用途广泛、产量所占比重最大的成型加工方法。挤出成型是使高聚物的熔体(或粘性流体)在挤出机螺杆的挤压作用下通过一定形状的口模成型,制品为具有恒定断面形状的连续型材。挤出成型工艺适合于所有的高分子材料。几乎能成型所有的热塑性塑料,也可用于热固性塑料,但仅限于酚醛等少数几种热固性塑料。塑料挤出的制品有管材、板材、棒材、片材、薄膜、单 丝、线缆包覆层、各种异型材以及塑料与其它材料的复合物等。
随着挤出工艺对挤出机性能要求的提高和驱动技术的进步 , 挤出机的驱动系统发生了许 多变化, 传统 的交流 电机定速驱动、 整流子 电机变速驱动及交流电机齿轮箱有级变速驱动在国内外现代挤出机中已被淘汰, 取而代之的是直流电机无级变速驱动。直流电机在低 速时具有 良好的扭矩性能 , 调速范围广。国内直流电机在欧陆(直流调速器)技术的支持下 已达到国际一流水平, 已在各种冷喂料挤出机上得到广泛应用。
591电气原理图
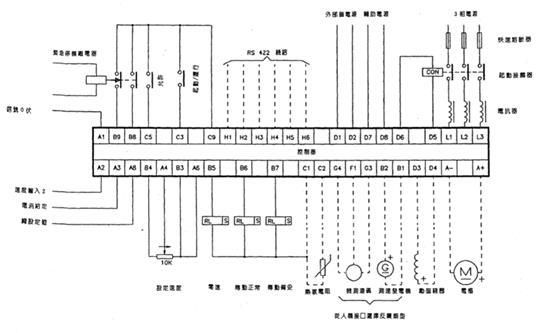
建议在直流调速的进线侧加装电抗器,因为随着电力电子技术的广泛应用与发展,供电系统中增加了大量的非线性负载,如低压小容量家用电器和高压大容量的工业用交、直流变换装置,特别是静止变流器的采用,由于它是以开关方式工作的,会引起电网电流、电压波形发生畸变,电抗器可以起到抑制适量谐波,减少电流电压冲击,保护直流调速器内部的功率开关器件,延迟使用寿命。
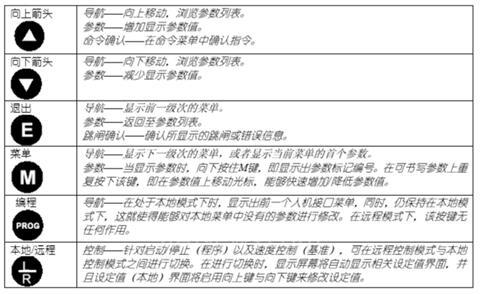
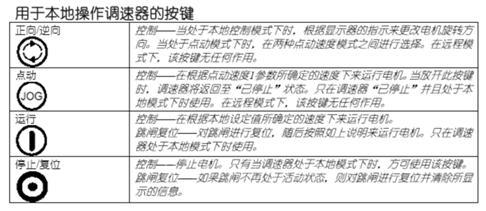
二、操作面板介绍

三、参数设定
需要更具直流电机上的铭牌进行参数进行设定,部分参数设定:
1、电枢电压
2、电枢电流
3、励磁电流
4、励磁控制方式
5、选择则反馈方式(可以选择速度反馈/电枢电压反馈/编码器反馈,速度反馈需要在直流电机上加速度发电机,编码器反馈需要在直流电机上加编码器,还是在直流调速器上加编码器反馈板)根据需要设定
快速参数设定(仅供参考)
开机后按M键出现DIAGNOSTIS后按向下键找到SET UP PARAMETERS(设定参数),按M键进入菜单,按向下键找到FIELD CONTROL(励磁控制),按M键进入,找到 MODE(励磁控制方式),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按两次E键退出;按向下键找到SPEED LOOP(速度环),按M键进入,按向下键找到SPEED FBK SELECT(速度反馈选择),按M键进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反馈)、ANALOG TACH(测速反馈)或ENCODER(编码反馈),选择反馈方式是根据所选的配件板及实际电机使用的反馈方式;按E键退出。
参数保存:按M键直到出现DIAGNOSTS(诊断)后,按向上的键找到PARAMETER SAVE,按M进入,然后按向上的键,参数自动保存。按E键一直退到底。
*自动调节步骤:为电机做一次自动调节,夹紧电机的轴,然后在CURRENT LOOP(电流环)中,找到AUTOTUNE菜单,将OFF改为ON,然后在10秒内启动调速器,调速器的RUN灯将闪烁,在这个过程中请不要给停止,完成自动调节后调速器会自动释放接触器线圈,然后保存参数。接好电机的励磁,启动调速器。
部分报警参数说明:
速度反馈报警 (SPEED FBK ALARM)
编码器报警(ENCODER ALARM
励磁故障(FIELD FALL)
故障停止跳闸(STALL TRIP)
跳闸复位(TRIP RESET)
散热片跳闸(HEATSINK TRIP) 调速器散热片温度太高,外部加冷却风扇强制降温,这种 故障一般发生在夏季。
过电压(OVER VOLTS) 电机电枢电压超过额定电压的 120%
温度传感器(THERMISTOR) 电机温度太高,有些时候是电机温度高,有些时候是直流电机的热敏电阻损坏,需要相关专业技术员进行检查,临时处理方法:可以把TH+.TH-,短接,但是不建议这样使用,容易使直流电机因为过热而损坏。
总结:
现在市场上有很多标称自己的直流调速器是欧陆的直流调速,或者也成为直流调速器,外观和欧陆的直流调速器差不多多,价格从4000--7000不等,但是这样的用不住,容易坏,控制精度不高,不能达到正规欧陆直流调速的控制水平,大家不要图便宜,建议大家去正规的代理商或者厂家去买!
欧陆直流调速器的功能还有很多,因为工作的局限性,我只使用了其中的一小部分,例如欧陆直流调速器,支持485通讯,但是需要加装通讯卡,还是就是转矩控制,都很不错,在这里就不在过多的叙述了!
参考文献:
欧陆直流调速器说明书





































































 京公网安备 11011202001138号
京公网安备 11011202001138号