

通常情况下,在行业贸易中,快速、可靠地完成大量的联接工作非常重要。压接工艺正适于此类工作。如果实施得当,压接相较于焊接更具优势,能够承受极高的机械载荷。然而,要实现正确的压接远比想象中复杂。正确压接须满足DIN EN60352-2标准要求。该标准明确定义了相关的基本要求,并给出重要建议,基于这些要求和建议,以下为您提供一些实用技巧。
压接过程中,通过按压将导线与管状端头联接在一起。如果压接正确,可以得到均匀一致、不可拆卸的联接。DIN EN 60352-2中明确规定了压接联接的基本要求。同时,该标准还说明了各种测试方法并提供了重要的应用信息。为了实现符合DIN EN 60352-2标准且长效、牢固的压接联接,须采用适合的导线、端头和工具,使其协调一致。此外,每次压接都需要充分的准备工作。必须采用适当的工具完成。接下来我们将简要说明压接的各个步骤。

图例:压接过程中,通过按压将导线与管状端头联接在一起
第一步:选择压接形状
可选择不同压接形状压接管状端头,包括梯形、正方形、六边形以及WM压接模具。这些形状都有其自身的优缺点。因此,在选择压接形状时,请务必考虑到之后的应用。
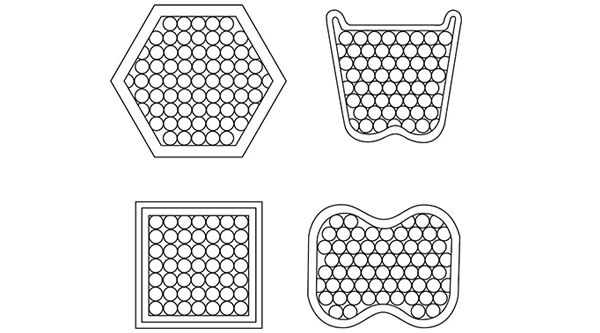
图例:可以采用不同的压接形状进行管状端头压接
第二步:管状端头的选择
管状端头保护导线中的单股绞线,并防止意外破损、绞线扭结或整根导线磨损。塑料套管更易将导线插入套筒内。然而,其不提供绝缘或防扭结保护,且仅能承受较低的弯曲和拉伸载荷。管状端头应遵守DIN 46228标准要求。魏德米勒管状端头非常牢固可靠,且种类多样,可用于世界各地。
第三步:选择工具
压接过程大都是使用传统压接工具手动完成的。我们通过固定或可更换模具区分各类压接工具。同时,还提供单卡位和多卡位工具。您可以使用单卡位工具加工其适用范围内的所有直径,无需额外设置。多卡位工具包括针对不同直径的多个压接卡位。这两种类型的工具都确保将管状端头压接至适当的卡位。为了达到理想的压接结果,推荐使用魏德米勒产品中满足DIN 41641-1标准要求的压接工具。使用标准化工具,在保证质量的情况下,可至少完成5万次压接。同时,我们建议对工具需进行日常维护和检测。

图例:使用魏德米勒工具可以迅速、轻松地完成压接
第四步:断线
压接准备工作的第一步是正确切割导线。首先要确保切口平滑、齐平,切割后导线不存在变形。务必不要剪切、压损或拉出导线。使用魏德米勒的专业断线工具,您可以得到理想的结果。

图例:切口平滑、齐平是充分压接的前提条件
第五步:剥线
断线后,在不损坏导线的前提下,必须完整地切除预定长度的导线绝缘层。在剥线的同时,也要保持导线的干净、整齐。使用魏德米勒专业的剥线工具,您能始终取得符合DIN标准规范的良好结果。这些工具专为导线绝缘层和横截面定制,可确保准确无误地加工。

图例:必须精准地剥除要求的长度,且不损坏导线
第六步:插入导线
如要要将已剥除绝缘层的导线与管状端头压接在一起,须先将管状端头套在导线上,并且导线须填满套筒管。请注意根据VDE 0295 class 5标准,管状端头仅适用于绞线导线。一般而言,导线应突出管状端头1 mm左右,对于横截面超过6 mm²的导线,允许突出2 mm。
第七步:压接
将导线置入管状端头的适当位置后,即可开始压接。必须先设置好压接工具,使压接发生于塑料套管稍前端的位置。接下来,启动工具。工具棘齿自动打开后,压接即完成。对于长套筒,应分多个步骤完成压接——务必从靠近塑料端开始顺次向尾部压接。之后,应检查每个项目的压接联接质量。
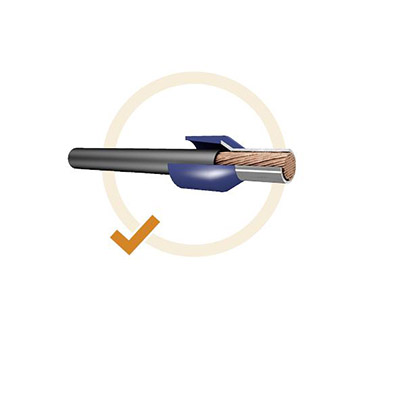
图例:套管完全包住剥除绝缘层的导线,因此在导线的绝缘部分和剥除部分形成联接
质量保证
DIN EN 60352-2建议使用同一制造商的工具和端头。这是保证高质量工艺的理想方式。工具与端头进行准确匹配,且有多种规格可选。此外,压接工具在设计上能避免了许多常见的压接错误。这些工具甚至可以弥补导线配置上的轻微差异。但是,如果您使用的是其他厂商的导线,在项目开始时,您需要非常仔细地检测压接质量。魏德米勒是您可靠的合作伙伴,提供经过验证的服务,满足您的各种压接需求。
(来源:魏德米勒)





































































 京公网安备 11011202001138号
京公网安备 11011202001138号