

一 、简介
采用PLC+HMI和点焊机控制器配合,能更便于多方位的电流电压等监控,更好的确保机器在正常的状态下工作
二 、工艺流程
1、该设备主要是PLC和点焊机控制器配合做通讯。
2、通过模拟量来读取电流电压水流温度等当前量。
3、判断是否达到上下限给控制器停止启动信号
4、记录当前报警信息
三、方案
该控制系统主要采用维控人机界面LEVI-102LK,PLC主机采用LX3V-1212MT构成。
点焊机控制器用485通讯读取当前焊接电流,进线电压,温度通过变送器转换成4-20ma电流
进线电流用互感器转换成低电流
四、程序简要介绍
(一)触摸屏程序:
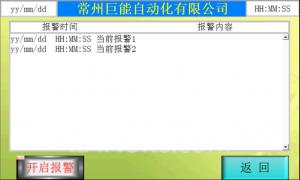
1、主画面

2、报警记录
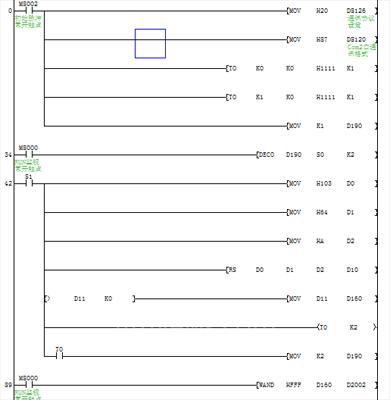
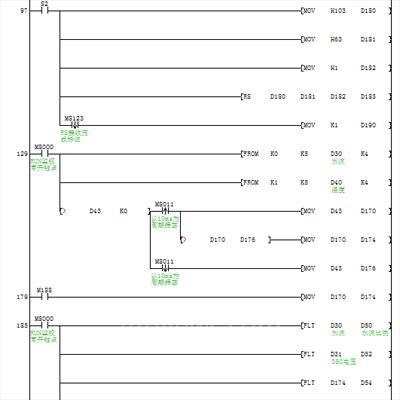
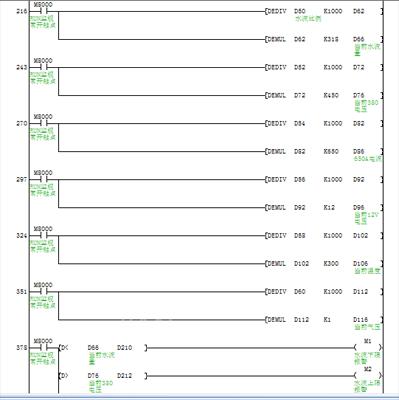
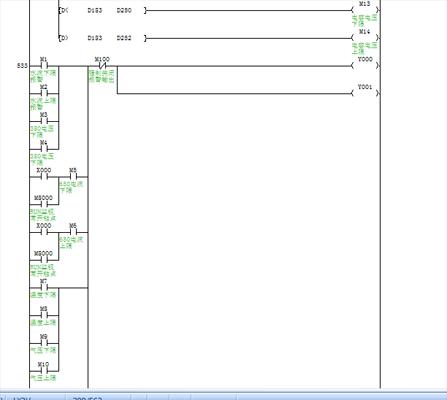
(二)PLC部分程序:
五、工程总结
我们的485通讯功能还是非常强大速度还是很快的在和点焊机做通讯时,因点焊机通讯比较特殊通讯成功数据会自动清零,时时读取时开始根本看不到数据变化需要在一次通讯成功后将数据保存出来
模拟量模块采样速度也是相当快的在极短的时间内电流微弱的变化都能及时响应
六、机器图片






































































 京公网安备 11011202001138号
京公网安备 11011202001138号