

摘要:缝边机是纺织机械中的一种设备,它通过将布料对折后,利用缝纫机将布料进行缝合。传统缝边机送料、对折部分依靠人工完成,不仅生产效率低,而且成本较高。本文以四方PLC和伺服系统及变频器为平台,设计了一整套自动对折缝边机控制系统,系统能够自动完成送料、折边、缝纫和收布等工序。
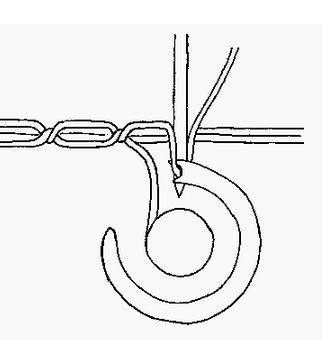
图1 缝纫原理图
摘要:缝边机是纺织机械中的一种设备,它通过将布料对折后,利用缝纫机将布料进行缝合。传统缝边机送料、对折部分依靠人工完成,不仅生产效率低,而且成本较高。本文以四方PLC和伺服系统及变频器为平台,设计了一整套自动对折缝边机控制系统,系统能够自动完成送料、折边、缝纫和收布等工序。
关键词:缝边机,PLC,伺服,HMI,变频器
一、引言
近年来,纺织行业发展迅速,缝边机作为纺织机械中的一种,它通过将布料运送对折后,利用缝纫机将布料进行缝合。为了提高生产效率,自动对折缝边机应运而生。然而许多自动对折缝边机在快速运行过程中会出现断针、跳针、频繁断线等一系列问题,因此如何设计出更加合理的自动对折缝边机控制系统就很有必要了。以往的机械式的辊锻机送料设备,往往存在机械成本高、通用性差、调整不灵活、人机交互差等一系列问题。这就需要开发出更合理的辊锻机送料机械手控制系统,来提高机械效率、改善安全状况、增强设备通用性。为此,我们设计了一套基于四方PLC、伺服驱系统和变频器的自动对折缝边机控制系统,该系统成功应用于浙江某纺织机械厂,经过数月的运行测试,系统运行稳定、生产效率高,得到客户的认可和好评。
二、工艺分析
缝纫机原理如图1所示,需要将针部分穿过织物。由于针眼就在尖头的后面,而不是在针的尾端。针固定在针杆上,针杆由电机通过一系列的齿轮和凸轮牵引做上下运动。当针的尖端穿过织物时,它在一面向另一面拉出一个小线圈。织物下面的一个装置会抓住这个线圈,然后将其包住另一根线或者同一根线的另一个线圈。
缝纫机的线迹是由面线、底线两根缝纫线在缝料上、下面相互有规律交合在一起,缝纫线的交合点处于缝料中间,从线迹的横断面上看,好像有两把锁相互连接在一起锁住一样,因此称为“双线连锁式线迹”。
当机针从最低位置开始上升时,送布牙同步开始送布,机针向下接近缝料时,送布结束,如图2所示。随后机针引着面线继续下降,穿过缝料降低到最低位时,面线受针孔向下的拉力和针杆与缝料的挤压力而在针孔上方紧贴针杆绷紧。摆梭钩着线环转到梭心下面时,挑线杆停止输送面线并迅速上升收回面线,使线环急速缩小上移套住底线。在夹线器、挑线杆和梭心套的共同的作用下,面线把底线拉到缝料中间并收紧。这样完整的线迹形成了。
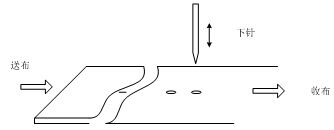
图2 缝纫成型过程
自动对折缝边机整体结构如图3所示,布料由送布辊运送至对折机构处,将一整块大的布料进行对折之后送至缝纫机处对需要缝补的边缘处进行快速缝补。収布辊起到将缝纫的布料往前拉动的作用,布料经过缝补后,经由収布摆杆整齐地铺叠摆放在最终収布平台上。
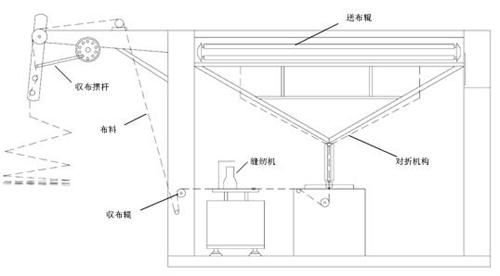
图3 工艺原理图
三、系统架构
本方案中的控制系统,采用EM1系列HMI实现人机交互,送料、缝纫机、收布电机的控制采用E550系列变频器,而收布辊传动机构采用CA100伺服系统,EP1系列PLC对整个工艺过程进行集中控制。基本工作原理为:HMI完成运行参数的设置和显示,PLC通过通讯读写CA100伺服系统的内部位置参数,伺服系统根据外部缝纫机端的接近开关信号来控制电机实现内部位置的反复行走,带动拉布辊将布行走。
系统方案如图4所示。
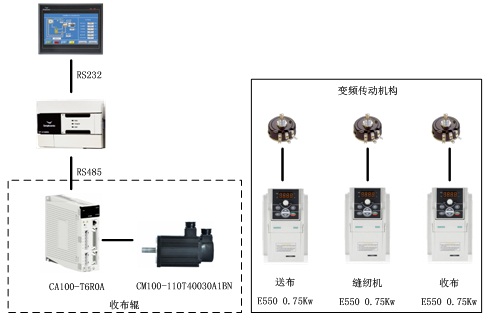
图4 控制系统结构方案
四、系统调试
自动对折缝边机控制系统调试主要分为伺服系统调试,PLC程序调试,整机调试这几部分。
4.1 系统电气图
自动对折缝边机的部分的电气图纸如图5所示。
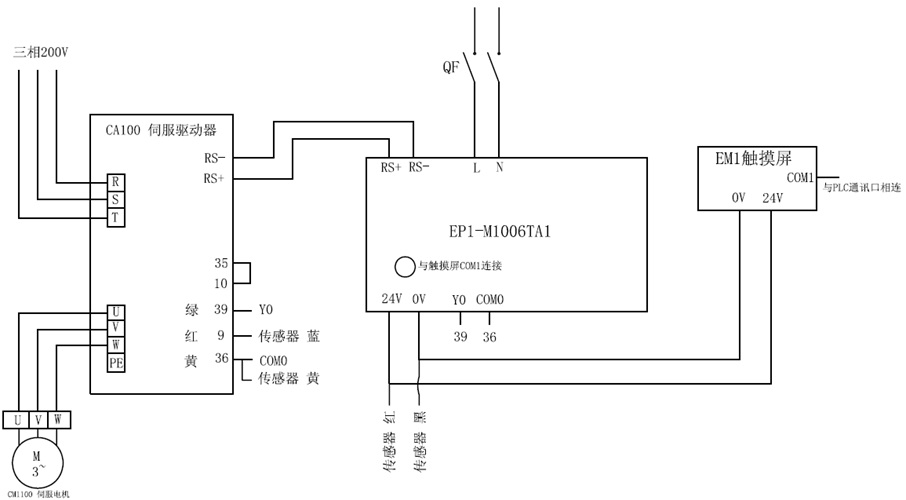
图5 系统电气图纸
4.2 伺服驱动器参数调试
系统调试首先要进行的是伺服参数调试,使伺服的功能和性能达到系统的要求,伺服驱动器调试的主要参数如下表所示:
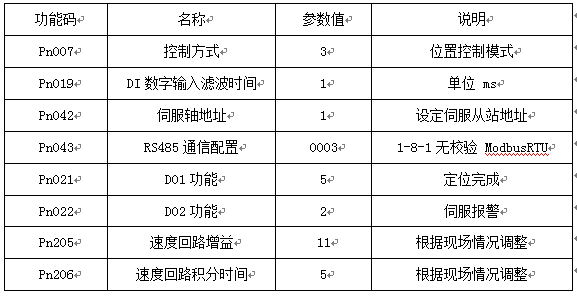
表1 伺服驱动器调试参数(部分)表
功能码名称参数值说明
Pn007控制方式3位置控制模式
Pn019DI数字输入滤波时间1单位 ms
Pn042伺服轴地址1设定伺服从站地址
Pn043RS485通信配置00031-8-1无校验 ModbusRTU
Pn021DO1功能5定位完成
Pn022DO2功能2伺服报警
Pn205速度回路增益11根据现场情况调整
Pn206速度回路积分时间5根据现场情况调整
4.3 PLC程序调试
四方EP1系列PLC编程软件具有在线监控和修改功能,可以方便的监控PLC程序运行状态,便于使用者在调试过程中持续的优化PLC程序,实现完美的工艺流程控制。EP1系列PLC提供了2路通讯接口,可以在线监控PLC程序同时连接HMI,可以直观的监控HMI与PLC之间的通信,便于发现各类问题,减少了多机联调时容易出现的兼容性问题。
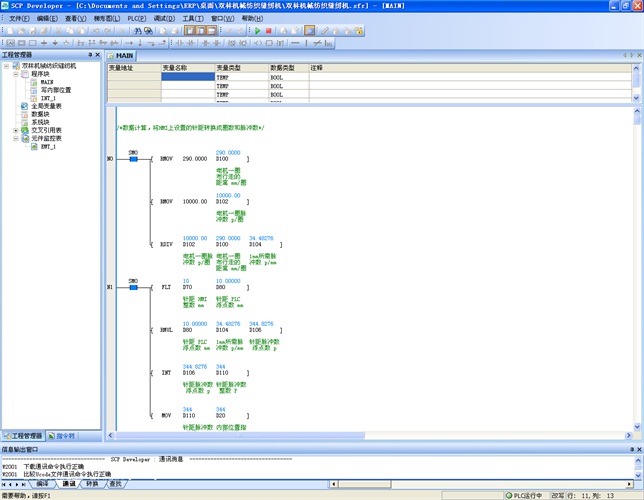
图6 EP1系列PLC在线监控图
4.4人机交互界面
HMI主界面如图7所示,可进行伺服使能控制以及针距及伺服速度的设定,显示设备的当前工作状态和报警状态等信息。
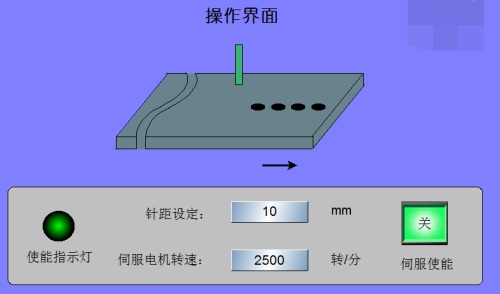
图7 HMI主界面
4.5 整机调试
整机调试需要注意以下问题:
(1)必须保证布料折叠后上下边平齐后才启动缝纫机。
(2)在调整缝纫机速度前,必须将送布机构的速度调整到一个合适的范围,保证送布和拉布之间布处于绷直状态。
(3)収布机构的变频器频率可适当比送布的低些,保证是伺服控制的収布辊在拉布。
五、结束语
基于四方电气机电产品所设计的自动对折缝边机控制系统,较好的解决了传统对折缝边机人工送布的效率低、成本高、高速时跳针、断线等问题。系统采用全套四方工控产品,包括HMI、PLC、伺服及变频器,保证了各产品间良好的兼容型。经过数月的现场使用测试,系统性能稳定可靠,生产效率显著提高,满足了用户的实际生产需求。
参考文献
1、 深圳市四方电气EP1系列PLC编程手册. 深圳:深圳市四方电气技术有限公司. 2016
2、 深圳市四方电气CA100系列伺服驱动器使用说明书. 深圳:深圳市四方电气技术有限公司. 2016





































































 京公网安备 11011202001138号
京公网安备 11011202001138号