

机器概述:
吹瓶机就是能将做好的瓶胚通过一定的工艺手段吹成瓶子的机器。目前大部分吹瓶机都采用二步吹瓶法,即预热——吹瓶成型。
预热,将瓶胚通过高温灯管照射,将瓶胚的身子部分加热软化,为了保持瓶口形状,瓶胚口是不需要加热的,因此需要一定的冷却装置对其进行冷却操作。
吹瓶成型该阶段是将已经预热好的瓶胚放置到已经做好的模具中,对其内进行高压充气,把瓶胚吹拉成所需的瓶子。吹塑过程是一个双向拉伸的过程,在此过程中,PET 链呈双向延伸、取向和排列,从而增加了瓶壁的机械性能,提高了拉伸、抗张、抗冲强度,并有很好的气密性。吹瓶是在玻璃化温度和结晶温度之间进行的,一般控制在90 ~ 120 度之间。在此区间PET 表现为高弹态,快速吹塑、冷却定形后成为透明的瓶子。在一步法中,此温度是由注塑过程中的冷却时间长短决定的,所以要衔接好注—吹两工位的关系。
工艺简介:
一出十二全自动吹瓶机工艺如下图
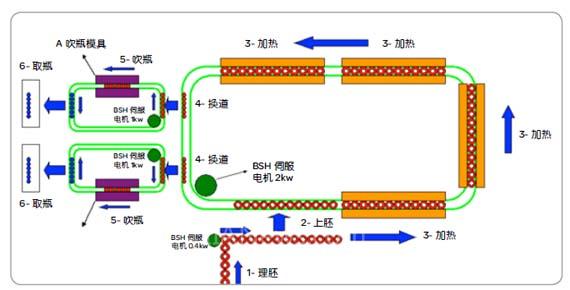
该吹瓶机为二步法吹瓶机,主要工艺顺序为:理胚- > 上胚- > 加热- > 换道- > 吹瓶- > 取瓶等6个主要工序。该吹瓶机一次吹瓶完成后生产12 个瓶,故上胚工艺需12 个理胚道,机械复杂度提高,因而改用一个伺服电机,定长位置一次走12 个瓶胚长度,可以实现由1 个理胚道送12 个预上胚的瓶胚。
上胚机械手改为12 夹手,一次可以夹12 个瓶胚翻转放到瓶胚加温头。
红外线加热灯管一次加热12 个瓶胚瓶。预加热好的瓶胚通过2 个换道机械手将之夹放到A,B 两个吹瓶链条上, A,B 两个吹瓶链条由伺服电机带动,将瓶胚送到吹瓶模具上吹瓶成型。该机型的难点在于加温链条和A,B 吹瓶链条的3 个伺服位置高速同步及精确定位和实现傻瓜式操作,同时在机械上提高换道机械手的效率,减少换道夹手的动作时间。
控制实现:
● 8 路温度控制,主要给 8 路红外线加热灯管,由LMC058 实现
● 同步控制,通过MotionBus总线,应用LMC058内置同步控制功能块,控制加温链条和A,B 吹瓶链条的3 个伺服位置同步
● 两种操作模式,全自动为正常运行的工作方式,手动用于调试和机械校准的方式。各模式在人机界面上由触摸键自由切换。在自动状态下,选择了“上胚”,“换道”,“吹瓶”,“取瓶”功能,相应的工艺的机械手和模具会动作。该功能的实现,方便用户调试和试生产。在手动模式下,可单步工作以及单循环一次机械手动作。各个伺服可以单独点动,也可以同步回原点
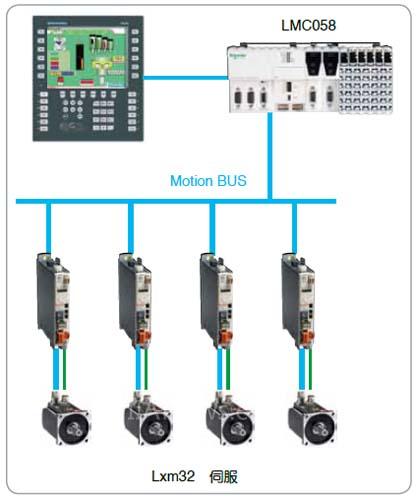
控制框图
系统特点:
● 无缝联接,整体施耐德电气方案,LMC058 集成了 CANopen 通讯主站和MotionBus 总线,Lxm32 和ATV 变频器都集成了CAN 总线接口,软件和硬件的集成为系统提供了无缝联接条件
● 系统性强,摈弃了前系统的 PLC+ 伺服控制的架构,逻辑控制和伺服控制集中在一个CPU 上运行,使系统更稳定,更高效
● 高抗干扰性,此系统在总线应用上充分发挥了 Lmc058 的特点,取代了以前模拟量模式和传统的脉冲给定的方式,不仅省掉了多路模拟量模块和繁琐的接线,而且提高了设备在现场的抗干扰性
● 开放性,Lmc058 集成了以太网接口,为以后远程的以太网监控提供了接口,标准的通讯协议可以实现第三方设备交换数据,也为工厂透明化管理提供接口
总结:
此方案的应用,大大简化了理胚工艺,同时节省机械的安装空间。提高吹瓶的生产产量和提高在同一加热条件下的热能效率,达到节能增效的目的,该机器平均生产量在10000 ~ 12000 瓶/ 小时左右。





































































 京公网安备 11011202001138号
京公网安备 11011202001138号